


Hva er TBM-produksjon og hvorfor betyr det noe?
TBM-produksjon refererer til konstruksjon og produksjon av tunnelboremaskiner - massive, høyspesialiserte deler av utstyr som brukes til å grave ut tunneler gjennom stein, jord, leire og blandede grunnforhold. Disse er blant de mest komplekse maskinene som noen gang er bygget, og kombinerer banebrytende maskinteknikk, hydraulikk, elektronikk og materialvitenskap til et enkelt integrert system som kan veie alt fra noen hundre tonn for en liten tunnelmaskin til over 7000 tonn for et metro- eller motorveitunnelprosjekt med stor diameter. Produksjonsprosessen for tunnelboremaskin er ikke som å produsere det meste av industrielt utstyr - hver maskin er faktisk et spesialtilpasset prosjekt konstruert for å møte de spesifikke geologi-, diameter-, innrettings- og foringskravene til en enkelt tunnelkontrakt.
Den globale etterspørselen etter TBM-er har vokst jevnt og trutt i flere tiår, drevet av massive infrastrukturinvesteringer i t-banesystemer, veitunneler, vannforsyning og kloakkinfrastruktur, vannkrafttunneler og underjordiske logistikknettverk. Byer fra London til Mumbai til Los Angeles bruker aktivt TBM-er for å bygge underjordisk infrastruktur uten å forstyrre overflatelivet. Denne etterspørselen har skapt en globalt konkurransedyktig TBM-produksjon industri dominert av en håndfull store produsenter som er i stand til å levere spesialtilpassede maskiner konstruert og bygget til ekstraordinære presisjonstoleranser på kontraktstidslinjer som kan strekke seg over 18 måneder eller mer.
Typer tunnelboremaskiner og hvordan hver enkelt er produsert forskjellig
TBM-produksjon er ikke en enkelt produksjonsprosess – det er en familie av relaterte, men tydelig forskjellige maskindesign, som hver er konstruert for spesifikke grunnforhold. Typen TBM som velges for et prosjekt, former grunnleggende produksjonsomfanget, komponentspesifikasjonene og monteringskompleksiteten som er involvert.
Hard Rock TBM (Gripper TBM)
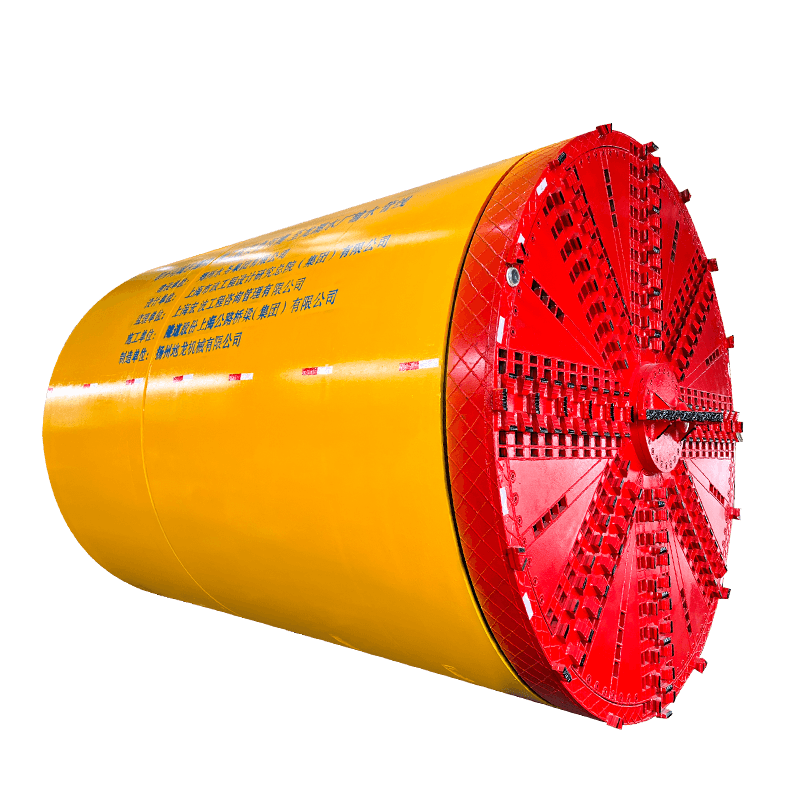
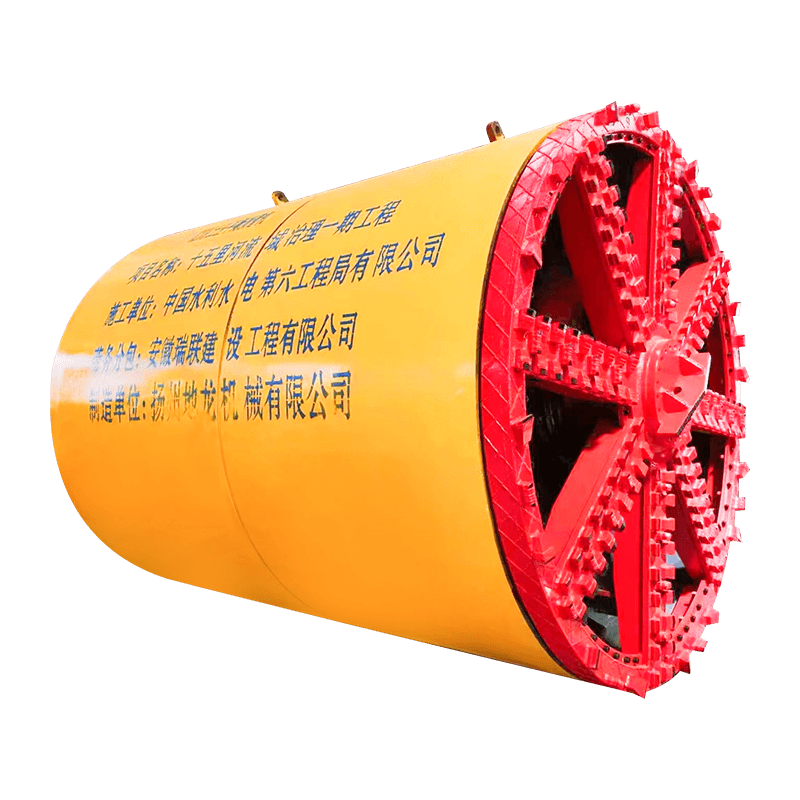
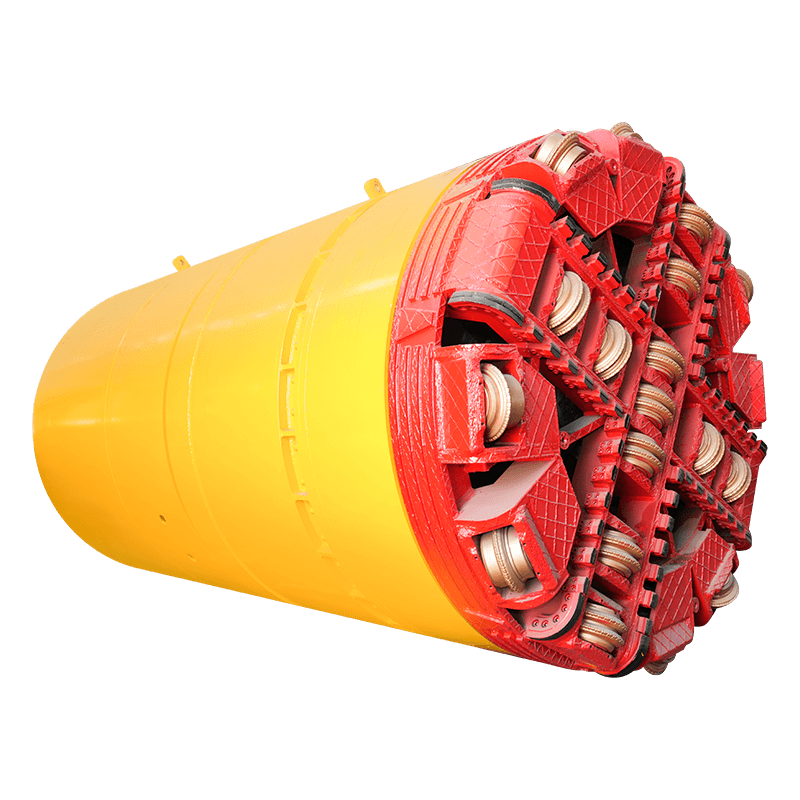
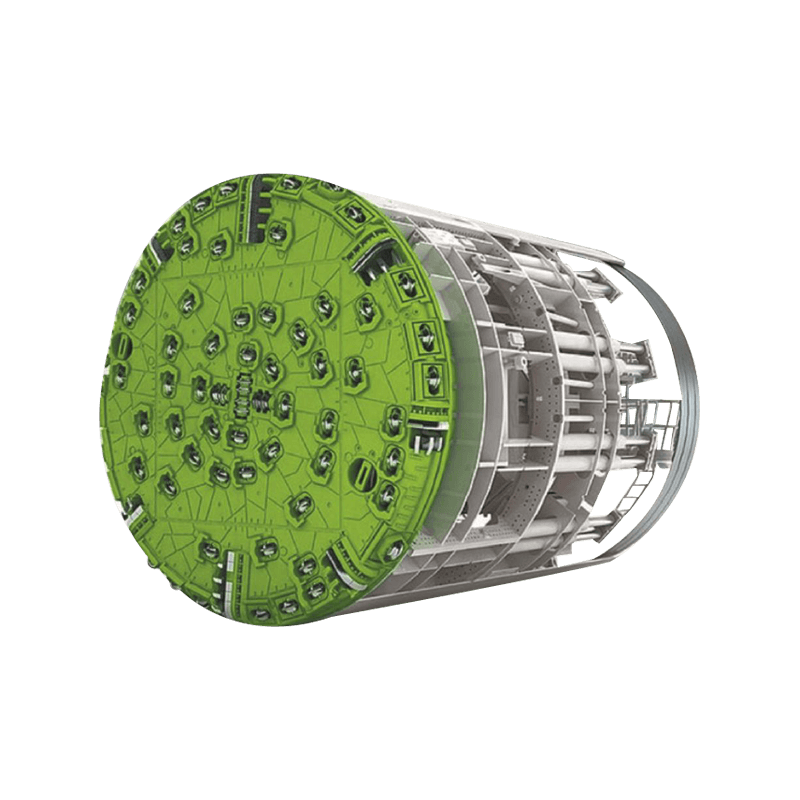
Gripper TBM er designet for tunnelkjøring gjennom solid, kompetent bergart som granitt, basalt og kalkstein. Maskinen avanserer ved å skyve det roterende kutterhodet mot bergflaten mens hydrauliske gripere strekker seg sideveis for å støtte seg mot tunnelveggene, og gir reaksjonskraften som er nødvendig for fremdrift. Produksjon av en griper TBM sentrerer seg om å produsere et ekstremt robust skjærehode – vanligvis laget av høyfast stålplate med presist plasserte skivekutterhus – og en kraftig hovedlagerenhet som er i stand til å overføre enorme skyvebelastninger mens den roterer kontinuerlig. Skivekuttere på hardrock-maskiner er presisjonskonstruerte karbidkomponenter som må produseres med stramme dimensjonstoleranser for å sikre jevn slitasje over skjærehodeflaten.
Maskiner for jordtrykkbalanse (EPB).
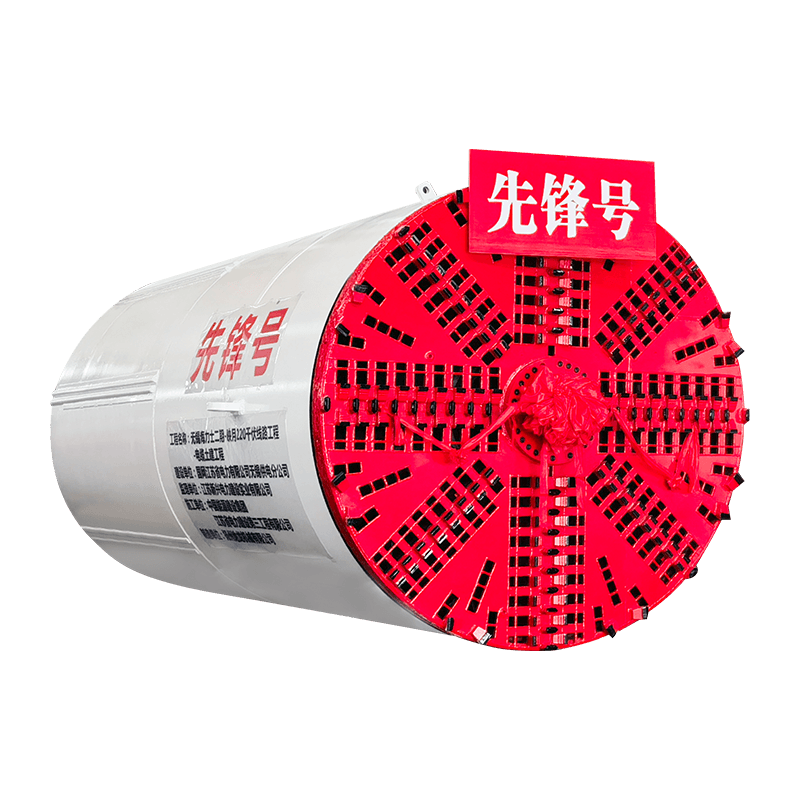
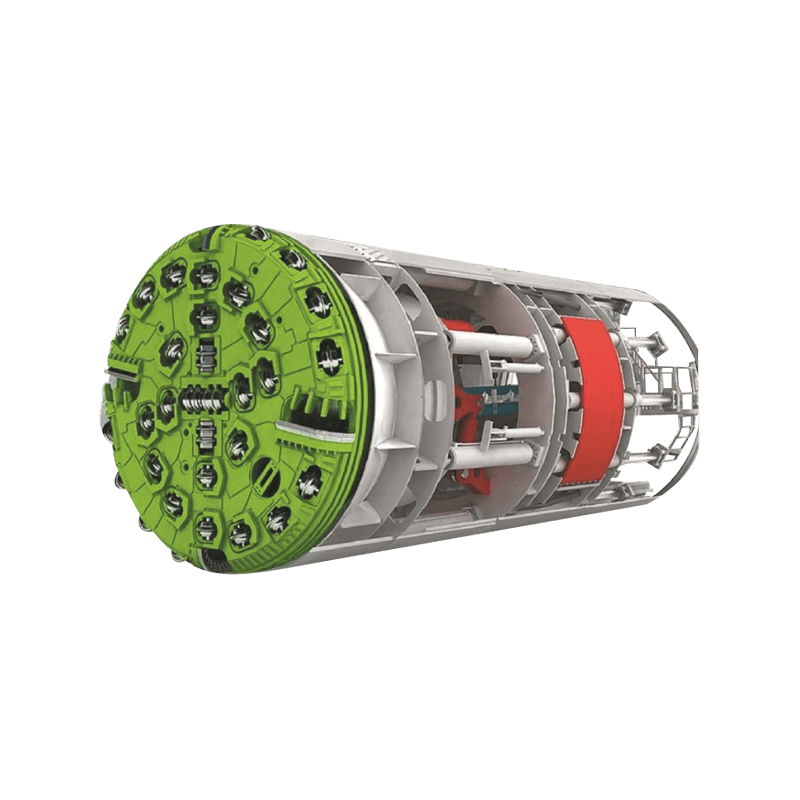
EPB-maskiner er arbeidshesten til urban tunneldrift i myk mark, blandet jord og vannførende forhold. De bruker selve det utgravde materialet - kondisjonert med skum-, polymer- eller bentonitttilsetningsstoffer - for å opprettholde ansiktstrykket og forhindre grunnsetning over tunnelen. Produksjonskompleksiteten til en EPB TBM sentrerer seg om skruetransportørsystemet som kontrollerer materialutvinningshastigheten for å balansere overflatetrykket, skuminjeksjonssystemet integrert i skjærehodet, og skjoldkroppen som må tåle hele jord- og vanntrykket i den omkringliggende bakken. Kutterhodegeometrien for EPB-maskiner er fundamentalt forskjellig fra hardrock-design – den inkluderer skrapere, skuffescoops og jordbehandlingsporter i stedet for skivekutterhus.
Slurry Shield TBMer
Slurry TBMer brukes i løs, vannmettet grunn der selv EPB ansiktsbehandling er utilstrekkelig for å opprettholde stabiliteten. De opprettholder ansiktstrykket ved hjelp av en trykksatt bentonittslurry som fyller gravekammeret, støttet av et skott bak kutterhodet. Slurry pumpes til overflaten gjennom en rørledning, behandles i et separasjonsanlegg for å fjerne avfall og resirkuleres tilbake til overflaten. TBM-produksjon for slurrymaskiner innebærer å produsere separasjonsanlegget som en del av det totale systemomfanget - en ekstra ingeniørutfordring som involverer hydrosykloner, sentrifuger og slurrypumpeinfrastruktur i tillegg til selve maskinen.
TBM-er med blandet jord og variabel tetthet
Noen av de mest komplekse TBM-ene som noen gang er produsert, er maskiner designet for forhold med blandede ansikter - tunneler som passerer gjennom både stein og myk grunn innenfor samme tunnel-tverrsnitt, eller som går i overgang mellom hardt fjell og myk bakkesoner langs linjeføringen. Disse TBM-ene med variabel tetthet eller blandet bakken må inkludere både skivekuttere og myke skjæreverktøy i samme skjærehode, med konvertible gravekamre som kan bytte mellom EPB- og hard rock-modus under kjøringen. Å produsere disse maskinene krever at man løser samtidige motstridende designkrav som presser TBM-teknikk til det ytterste.
Kjernekomponenter produsert i hver TBM
Uansett type deler hver tunnelboremaskin et sett med grunnleggende delsystemer som må designes og produseres for å fungere sammen som et nøyaktig integrert system. Å forstå disse kjernekomponentene forklarer hvorfor TBM-produksjon er så teknisk krevende og tidkrevende.
| Komponent | Funksjon | Nøkkel produksjonsutfordring |
| Kutterhode | Graver ut tunnelflaten ved å rotere mot stein eller jord | Strukturell integritet under kombinerte skyve- og dreiemomentbelastninger; posisjoneringsnøyaktighet for kutterverktøy |
| Hovedlagerenhet | Støtter klippehodet og overfører skyvekraft og dreiemoment | Lagerlevetid under vedvarende høy belastning; tetning mot grunnforurensning |
| Skjoldkropp | Beskytter arbeidere og utstyr; gir strukturelle boliger | Presisjonsrundhet for segmentereksjon; bakketrykkmotstand |
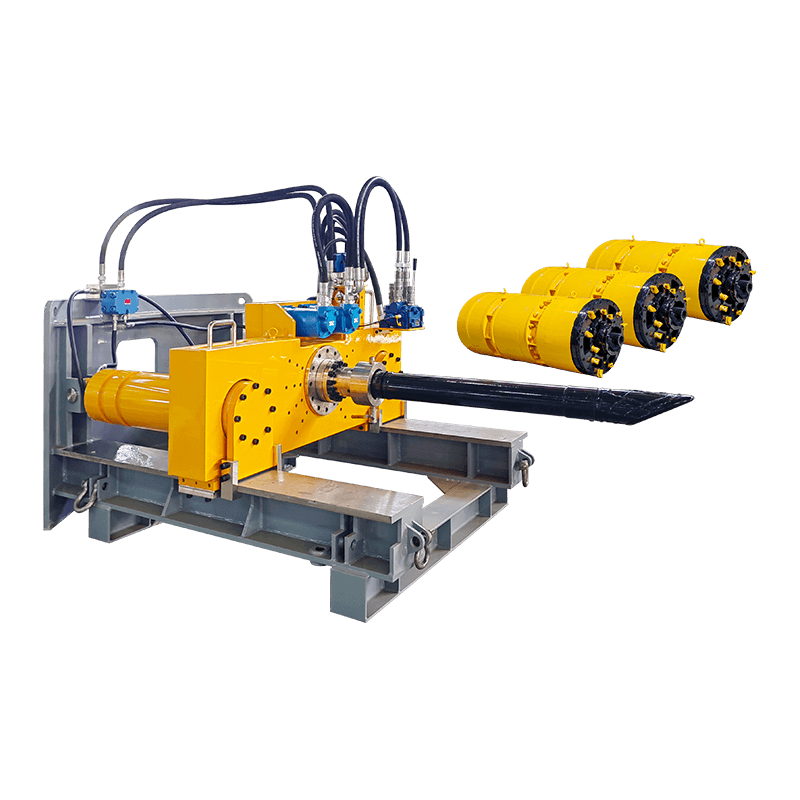
| Thrust Sylinder System | Driv maskinen fremover mot installert tunnelforing | Synkronisert slagkontroll på tvers av alle sylindre; forseglingspålitelighet |
| Segmenterektor | Plukker og installerer prefabrikerte betongforingssegmenter | Posisjoneringsnøyaktighet; vakuumsystem pålitelighet; lastekapasitet |
| Drivmotorer og girkasser | Slå på rotasjonen av klippehodet | Strømtetthet i trange rom; termisk styring |
| Hydraulisk kraftenhet | Driver alle hydrauliske systemer inkludert skyvekraft og erektor | Systemintegrasjon; redundans; varmeavvisning i trange rom |
| Kontroll- og veiledningssystem | Navigerer gjennom tunnelen og overvåker alle systemer | Nøyaktighet i GPS-nektet underjordisk miljø; sanntids dataintegrasjon |
TBM-produksjonsprosessen trinn for trinn
Prosessen med å produsere en tunnelboremaskin fra kontrakttildeling til fabrikkaksepttesting er et langvarig, flertrinns ingeniør- og produksjonsprogram. Å forstå sekvensen tydeliggjør hvorfor leveringstiden for TBM vanligvis er 12–24 måneder, selv for erfarne produsenter med etablerte forsyningskjeder.
Trinn 1 — Geoteknisk og prosjektkravsanalyse
Før en enkelt komponent designes, utfører TBM-produsentens ingeniørteam en detaljert analyse av de geotekniske undersøkelsesdataene levert av kunden. Dette inkluderer borehullslogger, steinstyrkeparametere, grunnvannstrykkprofiler, abrasivitetstestresultater og grunnpermeabilitetsdata langs hele tunnelen. Denne analysen styrer klippehodedesignet, dimensjonering av skyvesystemet, lagerspesifikasjoner og konfigurasjon av jordkondisjoneringssystemet direkte. En maskin designet basert på unøyaktige eller utilstrekkelige bakkedata vil underprestere eller mislykkes - den geotekniske analysen er grunnlaget som hele designet er bygget på.
Trinn 2 - Custom Engineering and Design
Med etablerte grunnforhold utvikler ingeniørteamet det komplette TBM-designet ved hjelp av avansert 3D CAD-programvare og finite element-analyse. Kutterhodets strukturelle design er analysert for kombinert skyvekraft og dreiemomentbelastningsscenarier. Hovedlagerets levetidsberegninger utføres ved bruk av ISO 281 lagerlevetidsteori tilpasset TBM-spesifikke lastspektra. Skjoldkroppens rundhetstoleranser er satt basert på segmentforingsgeometrien. Hver større sveis i den strukturelle fabrikasjonen er designet og dokumentert i henhold til relevante strukturelle forskrifter. Denne designfasen alene tar vanligvis tre til fem måneder for en TBM med stor diameter og produserer titusenvis av tekniske tegninger og spesifikasjoner.
Trinn 3 — Materialinnkjøp og forsyningskjede
TBM-produksjon krever et enormt utvalg av spesialiserte materialer og komponenter, hvorav mange har lange innkjøpstider. Høystyrke konstruksjonsstålplate for skjærehodet og skjoldkroppen, svingringslagere med stor diameter, planetgirkasser med høyt dreiemoment, hydrauliske sylindre produsert etter presise slag- og trykkspesifikasjoner, og spesialiserte tetningssystemer krever tidlig anskaffelse for å unngå forsinkelser i produksjonen. Hovedlagerenheten – en massiv svingkrans som kan overstige tre meter i diameter for en stor TBM – har ofte en frittstående produksjonstid på seks til ni måneder og er vanligvis den kritiske baneelementet i hele TBM-leveringsplanen.
Trinn 4 — Strukturell fremstilling
Den strukturelle fabrikasjonen av en TBM involverer skjæring, forming og sveising av tunge stålplateseksjoner inn i de viktigste konstruksjonsenhetene - kutterhodet, frontskjoldet, bakskjoldet og etterfølgende girkomponenter. Dette arbeidet utføres av sertifiserte struktursveisere ved bruk av prekvalifiserte sveiseprosedyrer og inspisert ved ikke-destruktiv testing inkludert ultralyd, magnetiske partikler og radiografisk undersøkelse. Dimensjonskontroll under fabrikasjon er kritisk – skjoldkroppen må være rund til innenfor stramme toleranser slik at tunnelforingssegmenter kan installeres med konsistent gapgeometri. Store strukturelle sammenstillinger er maskinert etter fabrikasjon for å oppnå de nødvendige grensesnitttoleransene ved sammenfallende overflater.
Trinn 5 — Mekanisk og hydraulisk montering
Med fullført strukturell fabrikasjon, blir maskinen gradvis satt sammen med sine mekaniske, hydrauliske og elektriske systemer. Hovedlageret er installert og tiltrukket til spesifikasjonen. Drivmotorer og girkasser er montert og justert. Trykksylindersystemet er installert og alle sylindrene blir individuelt trykktestet før de kobles til hydraulikkaggregatet. Segmentoppretterarmen er satt sammen og dens rekkevidde, hastighet og lastekapasitet verifisert. Kontrollsystemet er kablet og integrert, med alle sensorinnganger og aktuatorutganger verifisert mot kontrolllogikkdokumentasjonen. Denne monteringsfasen er intensiv med kvalifisert arbeidskraft – TBM-montering krever teknikere som forstår hele systemintegrasjonen, ikke bare individuell komponentinstallasjon.
Trinn 6 — Fabrikkaksepttesting
Før en TBM forlater fabrikken, gjennomgår den en omfattende Factory Acceptance Test (FAT) bevitnet av klienten og deres tekniske representanter. FAT verifiserer at alle systemer fungerer i henhold til spesifikasjonene under kontrollerte forhold - rotasjonshastighet og dreiemoment for klippehodet, sylinderkraft og slag, segmentoppretterrekkevidde og lastekapasitet, hydraulikksystemtrykk og -strøm, elektrisk systemfunksjon og kontrollsystemrespons. Veiledningssystemet er kalibrert og verifisert. Eventuelle mangler som er identifisert under FAT må rettes opp før maskinen godkjennes for forsendelse. FAT-posten blir en del av maskinens permanente dokumentasjon og refereres til gjennom hele driftstiden.
Presisjonstekniske standarder i TBM-produksjon
Presisjonskravene til TBM-produksjon konkurrerer med tungt romfarts- og forsvarsutstyr. Disse toleransene er ikke vilkårlige – de påvirker direkte maskinens evne til å bygge en tunnel til den spesifiserte justeringen, installere foringssegmenter uten skade og opprettholde vanntette skjøter mellom segmentene i løpet av tunnelens levetid.
- Kutterhode rundhet: Den ytre diameteren til klippehodet må være innenfor ±2–3 mm fra den nominelle boringsdiameteren for å opprettholde det utformede overskjæringen og forhindre at skjoldet blir fanget i bakken. Å oppnå denne toleransen i en fremstilt stålkonstruksjon på fem til tolv meter i diameter krever nøye sekvensering av sveiseoperasjoner for å kontrollere forvrengning og ettersveising av kritiske grensesnittflater.
- Maskinering av hovedlagersete: Husboringen og akseltappen som lokaliserer hovedlagerenheten må maskineres til toleranser i området IT6–IT7 (0,010–0,025 mm) og inspiseres ved hjelp av presisjonskoordinatmålemaskiner. Feil lagersetegeometri reduserer lagrenes levetid dramatisk og kan forårsake for tidlig tretthetssvikt dypt under jorden - et ekstremt kostbart og tidkrevende reparasjonsscenario.
- Skjoldkroppssirkularitet: De fremre og bakre skjoldsegmentene må monteres og maskineres til en sirkulæritetstoleranse typisk innenfor 5–10 mm over hele diameteren, for å sikre at det ringformede gapet mellom skjoldet og de installerte foringssegmentene er konsistent rundt omkretsen. Denne konsistensen er avgjørende for effektiviteten av halehudens forsegling – børstene og fettet som tetter gapet mellom skjoldhalen og foringen må ha jevn kontakt for å hindre inntrengning av grunnvann.
- Synkronisering av skyvsylinderslag: I en stor TBM må 30–50 individuelle trykksylindre forlenges og trekkes tilbake i nøyaktig koordinerte grupper for å kontrollere maskinens stigning og giring når den styrer langs tunnelen. Sylindrene må produseres med konsistente slagtoleranser og kontrollsystemet må kalibreres for å opprettholde posisjonssynkronisering innen noen få millimeter over hele sylinderslaget.
- Plassering av skiveskjærerhus: På TBM-er for hardt fjell må posisjonen til hvert skiveskjærehus i skjærehodet stilles inn nøyaktig til den utformede skjæreradiusen, og sikre at alle kuttere på samme radius følger samme spor i fjellveggen. Posisjonsfeil i kutteravstanden forårsaker overbelastede individuelle kuttere og akselerert slitasje, reduserer kutterens levetid og øker frekvensen av tidkrevende kutterbytte under bakken.
Nøkkelteknologier som driver moderne TBM-produksjon
Toppmoderne innen produksjon av tunnelboremaskiner har utviklet seg betydelig de siste tiårene, drevet av kravene fra stadig mer utfordrende tunnelprosjekter og integrering av digitale ingeniørverktøy som ikke var tilgjengelige for tidligere generasjoner av TBM-designere.
Digital tvilling og simulering
Ledende TBM-produsenter utvikler nå komplette digitale tvillingmodeller av hver maskin før fabrikasjonen begynner. Disse modellene integrerer strukturanalyse, hydraulisk systemsimulering og kontrolllogikkmodellering for å verifisere systemytelse på tvers av hele spekteret av driftsforhold som forventes for det spesifikke prosjektet. Digitale tvillinger gjør det mulig for ingeniører å identifisere grensesnittkonflikter, optimalisere komponentplassering og simulere feilscenarier før et enkelt stykke stål kuttes. Under drift kan den digitale tvillingen kontinuerlig oppdateres med ekte maskindata for å støtte prediktivt vedlikehold og feilsøking fra produsentens ingeniørsenter hvor som helst i verden.
Avanserte kutterhodematerialer og slitasjebeskyttelse
Kutterhodeslitasje er en av de primære faktorene som begrenser TBM-fremdriftshastigheter og øker vedlikeholdskostnadene i slipende grunn. Moderne TBM-produksjon inkluderer avanserte slitasjebeskyttelsesstrategier, inkludert wolframkarbid-slitasjeknapper, kromkarbid-overleggsplate og keramiske kompositt-sliteinnsatser i de høyeste slitesonene på skjærehodet. Valg og plassering av slitasjebeskyttelse analyseres nå ved hjelp av beregningsbasert væskedynamikk og diskret elementmodellering for å forutsi slitasjemønstre for de spesifikke jord- og bergforholdene i prosjektet, slik at beskyttelsen kan konsentreres der det er mest nødvendig i stedet for å brukes jevnt.
Automatisert sveising og robotfremstilling
Mens mye av TBM-produksjonen fortsatt er avhengig av svært dyktige manuelle sveisere, har integreringen av automatiserte sveisesystemer forbedret sveisekonsistensen og produktiviteten i høyvolumssveiseskjøter. Robotsveiseceller brukes til repeterende struktursveisinger i skjoldkroppspaneler og eikerseksjoner der konsistent sveisegeometri er kritisk. Neddykket buesveising er mye brukt for tunge stumpsveisinger i tykke plateseksjoner, noe som gir dyp penetrasjon og høye avsetningshastigheter med pålitelig kvalitet. Disse automatiserte prosessene frigjør dyktige sveisere til å fokusere på komplekse adkomstskjøter der deres ekspertise tilfører mest verdi.
Ytelsesovervåkingssystemer i sanntid
Moderne TBM-er er utstyrt med hundrevis av sensorer som overvåker alt fra individuell trykksylinderkraft til hovedlagertemperatur, klippehodemoment, flatetrykk, haletetningsfettinnsprøytingstrykk og segmentoppretterposisjon. Disse dataene logges i sanntid, vises til operatøren, overføres til prosjektingeniørens kontor, og i mange tilfeller deles sikkert med TBM-produsentens ingeniørteam. Muligheten til å overvåke maskinens ytelse eksternt har endret hvordan produsenter støtter utstyret deres i felten, noe som muliggjør rask diagnostisering av nye problemer før de utvikler seg til kostbare feil.
Globale TBM-produsenter og hvor de bygger maskinene sine
TBM-produksjonsindustrien er konsentrert blant et lite antall store internasjonale produsenter, hver med spesialiserte ingeniørevner og produksjonsanlegg som er i stand til å produsere de største og mest komplekse maskinene i verden.
- Herrenknecht AG (Tyskland): Verdens største TBM-produsent etter enhetsvolum og omsetning, med hovedkontor i Schwanau, Tyskland. Herrenknecht produserer hele spekteret av TBM-typer fra små mikrotunnelmaskiner til slurry- og EPB-maskiner med stor diameter, med store produksjonsanlegg i Tyskland og monteringsvirksomhet globalt. De har levert maskiner til noen av verdens mest utfordrende tunnelprosjekter, inkludert Gotthard Base Tunnel og en rekke metrosystemer over hele Asia og Midtøsten.
- The Robbins Company (USA): Robbins er et av de eldste og mest historisk navnene innen TBM-produksjon. Robbins var banebrytende for hard rock TBM-teknologi og er fortsatt ledende innen fjernlysgripere for bergtunnelering. De produserer og pusser opp maskiner ved anlegg i USA og har et globalt service- og støttenettverk for utstyret deres i drift over hele verden.
- NFM Technologies (Frankrike, en del av Bouygues-gruppen): En fransk TBM-produsent med sterk ekspertise innen bytunnelmaskiner med stor diameter, spesielt slurry-skjold og EPB-typer for utfordrende europeiske og internasjonale prosjekter. NFM har levert maskiner til store metroprosjekter i Paris, Roma og over hele Sørøst-Asia.
- CREG – China Railway Engineering Equipment Group: Kinas største TBM-produsent og nå en av de største i verden etter volum, har CREG raskt utviklet sine ingeniør- og produksjonsevner gjennom en kombinasjon av lisensiert teknologi og innenlandske FoU-investeringer. CREG leverer flertallet av TBM-er som brukes i Kinas massive pågående metro- og høyhastighets tunnelkonstruksjonsprogrammer og har begynt å eksportere til internasjonale markeder.
- Kawasaki Heavy Industries og Mitsubishi Heavy Industries (Japan): Begge japanske ingeniørkonglomeratene har lang historie innen TBM-produksjon, først og fremst for det japanske hjemmemarkedet og utvalgte eksportprosjekter. Japansk TBM-produksjon er kjent for ekstremt høy byggekvalitet og presisjon, med spesiell styrke i skjoldmaskinteknologi for myk bakke bytunnelering.
- Caterpillar (Lovat-divisjon, Canada): Caterpillar kjøpte Lovat, en kanadisk TBM-produsent, og fortsetter å produsere EPB og slurrymaskiner under Caterpillar tunneling-merket. Maskinene deres er mye brukt i nordamerikanske tunnelprosjekter for infrastruktur, inkludert vannforsyning og bytransport.
TBM oppussing og reproduksjon
Et betydelig og voksende segment av TBM-produksjonsindustrien er oppussing og reproduksjon av brukte maskiner for nye tunnelprosjekter. Gitt de enorme kostnadene for en ny TBM - en maskin med stor diameter kan koste $15 millioner til $50 millioner USD eller mer - vurderer prosjekteiere og entreprenører i økende grad oppussede maskiner som et kostnadseffektivt alternativ når prosjektforholdene er kompatible med en eksisterende maskins spesifikasjoner.
TBM-oppussing involverer typisk demontering av alle større systemer, inspeksjon og utskifting av slitekomponenter, rekondisjonering av strukturelle sammenstillinger, overhaling av hovedlageret, utskifting av hydrauliske tetninger og sylindre, og fullstendig ombygging av elektriske og kontrollsystemer. Ved større oppussingsprosjekter kan kutterhodet omstruktureres for å modifisere kutteroppsettet for ulike grunnforhold, eller skjolddiameteren kan justeres litt ved å legge til eller fjerne stålinnsatser i skinnplaten. En godt utført oppussing kan forlenge maskinens levetid med et nytt komplett prosjekt og noen ganger mer, til en brøkdel av prisen for en ny maskin.
Utfordringer og fremtidige trender innen produksjon av tunnelboremaskiner
TBM-produksjon står overfor et sett med pågående tekniske og kommersielle utfordringer som former hvordan industrien utvikler seg i det kommende tiåret. Etterspørselen etter større, dypere og mer automatiserte tunnelløsninger flytter grensene for hva dagens TBM-teknologi kan oppnå og driver betydelige FoU-investeringer på tvers av industrien.
- Økende maskindiameter: Trenden mot større tunneldiametre for motorvei og kombinerte metro-/veitunneler produserer maskiner av ekstraordinær skala. Maskiner over 15 meter i diameter byr på strukturelle og logistikkmessige utfordringer som krever nye ingeniørløsninger – transport, montering og utsetting av slike maskiner i det begrensede rommet til en utskytningssjakt krever nøye planlegging i alle stadier av produksjons- og leveringsprosessen.
- Automatiserte kutterskiftesystemer: Skifte av skivekuttere på TBM-er for hardt fjell krever at arbeidere går inn i gravekammeret under atmosfæriske eller trykksatte forhold for manuelt å erstatte slitte kuttere - en av de mest krevende og farlige oppgavene innen tunneldrift. Flere produsenter utvikler systemer for skifte av robotkutter som kan utføre dette arbeidet eksternt, og eliminerer arbeidernes eksponering for det farlige, trykksatte gravemiljøet. Å utvikle manipulatorer som er i stand til å håndtere kuttervekter over 200 kg i trange, våte, forurensede rom er en betydelig ingeniørutfordring.
- Elektrifisering av drivsystemer: Økende regulatoriske press på underjordisk luftkvalitet og karbonutslipp akselererer utviklingen av helelektriske TBM-drivsystemer som eliminerer hydraulikkolje og dieselbasert kraft fra maskinen. Elektriske direktedrevne klippehodemotorer, elektriske trykksylinderaktuatorer og batteri- eller nettdrevet tunnellogistikk er alle under aktiv utvikling av store produsenter.
- Spenst i forsyningskjeden: De siste årenes globale forstyrrelser avslørte sårbarheter i de utvidede forsyningskjedene som TBM-produsenter er avhengige av - spesielt for lagre med stor diameter, spesialiserte hydrauliske komponenter og elektroniske kontrollsystemer. Produsenter jobber aktivt med å kvalifisere alternative leverandører, øke strategisk komponentbeholdning og i noen tilfeller bringe tidligere outsourcet komponentproduksjon internt for å redusere eksponeringen for forsyningskjedeavbrudd.
- AI-assistert veiledning og autonom drift: Integrering av kunstig intelligens i TBM-veilednings- og kontrollsystemer er et aktivt utviklingsområde. Maskinlæringsmodeller som er trent på historiske prosjektdata kan optimere styreparametere, forutsi byggekvaliteten på foringsringene og varsle operatører om å utvikle grunnforhold før de forårsaker driftsproblemer. Fullstendig autonom TBM-drift er fortsatt et langsiktig mål, men inkrementell automatisering av rutinemessige driftsoppgaver er allerede i bruk på nåværende prosjekter.
Siste tanker om TBM-produksjon
Produksjon av tunnelboremaskiner befinner seg i skjæringspunktet mellom konstruksjonsteknikk, presisjonsmaskinering, hydraulikk, elektronikk og materialvitenskap - og det gjør det i en skala som få andre bransjer kan matche. Hver TBM som forlater en fabrikk er en skreddersydd løsning på et spesifikt sett av geologiske og prosjektutfordringer, og kvaliteten på denne konstruksjonen og produksjonen uttrykkes til syvende og sist i hvor pålitelig maskinen borer seg gjennom jorden, hvor konsekvent den installerer en tunnelforing av høy kvalitet, og hvor trygt den bringer arbeidere hjem på slutten av hvert skift.
Ettersom global etterspørsel etter infrastruktur fortsetter å drive investeringer i underjordisk konstruksjon, står TBM-produsenter overfor en spennende og krevende fremtid – de leverer maskiner med økende størrelse, kompleksitet og teknologisk raffinement mens de administrerer forsyningskjeder, utvikler neste generasjon ingeniører og produsenter, og integrerer digitale teknologier som vil definere hvordan tunnelboring ser ut i løpet av det neste halve århundret. For alle som er involvert i tunnelbygging, anskaffelser eller prosjektutvikling, er det grunnleggende å forstå hvordan disse ekstraordinære maskinene er designet og bygget for å ta informerte beslutninger om en av de mest komplekse og konsekvensmessige delene av anleggsutstyr som noen gang er laget.











